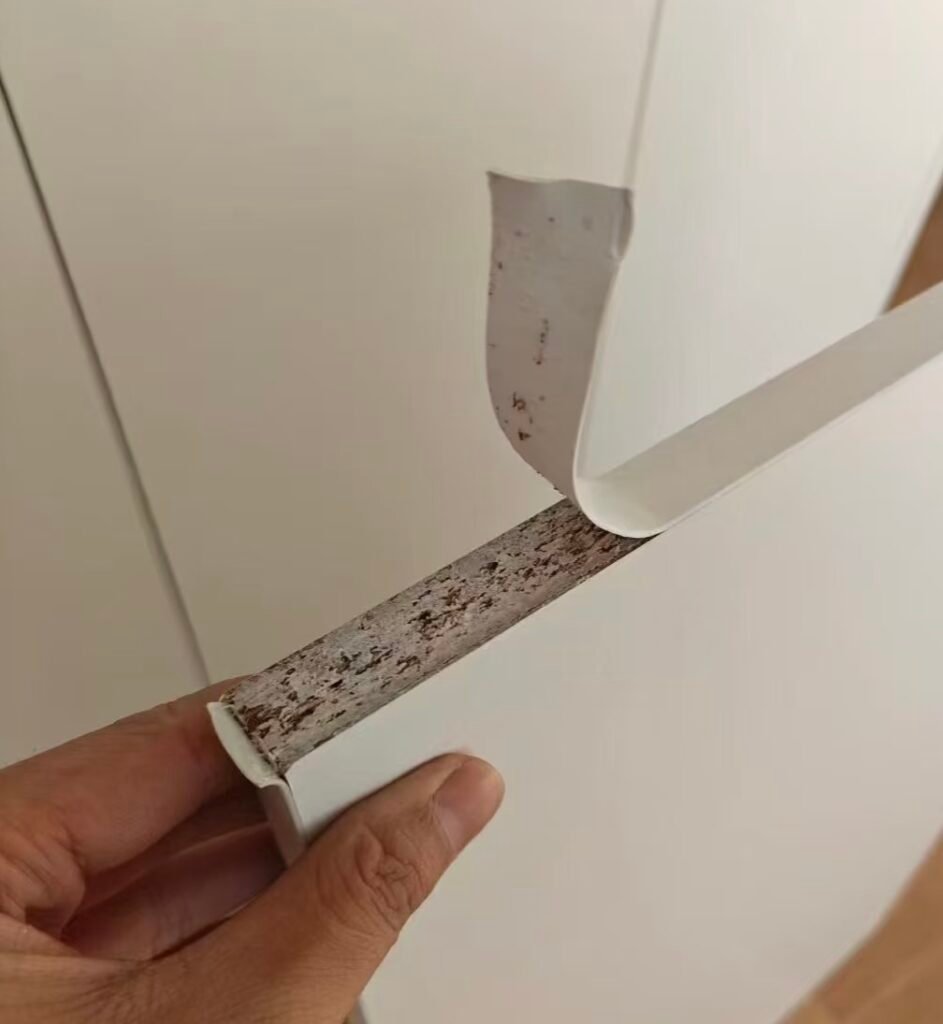
Common Edge Banding Adhesion Problems and Troubleshooting
Possible Cause
Hot melt adhesive temperature too low
Insufficient glue application
Insufficient pressure
Board temperature too low
Edge banding temperature too low
Incompatible hot melt adhesive type
Quality issues with the edge banding backing
Solution
Increase hot melt adhesive temperature
Increase glue application
Increase pressure roller pressure
Preheat the board
Preheat the edge banding
Replace with a suitable hot melt adhesive
Check the edge banding backing
Waviness or chipping after trimming
Possible Cause
Feed speed too high
Too few trimming knife teeth
Rotational speed too low
Trimming knife head dull
Improper trimming knife head speed
Solution
Reduce feed speed
Use trimming knife heads with more teeth
Increase rotational speed
Replace or sharpen the trimming knife head
Adjust trimming knife head speed, generally 12000-18000 rpm is suitable for counter-milling cutter heads 1
Hot melt adhesive residue on the board or edge banding
Possible Cause
Excessive glue application
Improper glue roller setting
Hot melt adhesive temperature too low
Feed speed too low
Contact pressure of pressure roller too low
Inappropriate open/curing time of hot melt adhesive (straight line edgebander, glue remains on the board) Insufficient glue application (straight line edgebander, glue remains on the board, glue roller mesh visible)
Solution
Appropriately reduce glue application
Adjust glue roller position to ensure uniform glue application
Increase hot melt adhesive temperature
Appropriately increase feed speed
Increase contact pressure of pressure roller
Check if the open/curing time of the hot melt adhesive matches the machine speed Increase glue application
Waviness or chipping after trimming
Possible Cause
Feed speed too high
Too few trimming knife teeth
Rotational speed too low
Trimming knife head dull
Improper trimming knife head speed
Solution
Reduce feed speed
Use trimming knife heads with more teeth
Increase rotational speed
Replace or sharpen the trimming knife head
Adjust trimming knife head speed, generally 12000-18000 rpm is suitable for counter-milling cutter heads 1